
hotline:
17715390137
Tel/Wechat:
18101240246 (Technology)
0512-68565571
Email:mxenes@163.com (Sales Engineer)bkxc.bonnie@gmail.com
Scan the code to follow or search the official account on WeChat:
2D Materials Fronrier After paying attention,
click on the lower right corner to contact us,
Enter enterprise WeChat.
Professional Services Online


Research Background
Two-dimensional materials are expected to become candidates for miniaturization and high-performance electronic and optoelectronic devices due to their flat atomic level, ultra-thin characteristics, and the absence of dangling bonds. Recently, two-dimensional materials with A2B3 structural formula (where A is a group III element and B is a group VI element, such as Bi2Se3, Bi2Te3, Sb2Te3, and In2Se3) have attracted more and more researchers‘ interest due to their unique electronic properties. . The semiconductor In2Se3 exhibits a thickness-dependent band gap (from 1.3 eV for bulk materials to 2.8 eV for single layers). When used as an optical material, In2Se3 exhibits high absorption coefficient, wide-band responsivity (from UV 325 nm to short-wave infrared 1800 nm) and high sensitivity, while being compatible with other direct air-gap two-dimensional materials (such as BP ) Different, complete In2Se3 flakes are highly stable in air. Photodetectors based on In2Se3 nanosheets have high photosensitivity (105 A W-1) and fast, reversible, and stable light response characteristics. The excellent performance of In2Se3 is superior to many other two-dimensional materials, providing a basis for the preparation of large-area photodetectors. However, the controllable preparation of defect-free In2Se3 flakes is still an important obstacle hindering its practical application.
Achievements
In view of this, recently, Dr. Sheng Yang of the Technical University of Dresden, Germany, and Academician Feng Xinliang of the European Academy of Sciences (co-corresponding author) reported a simple electrochemical method for quickly stripping In2Se3 crystals in a non-aqueous medium to obtain lateral dimensions. Large (26 μm) defect-free In2Se3 flakes with up to 83% yield. Most of the three layers of In2Se3 nanosheets can be obtained by THA + intercalation peeling. The large-area (400 μm × 20 μm) In2Se3 thin-film photodetector after solution treatment shows ultra-fast rise and decay response times of 41 and 39, respectively. With an effective response rate of 1 mA W-1, it surpasses most thin-film photodetectors based on transition metal chalcogenide TMDs, providing new ideas for the controlled peeling of two-dimensional materials and the preparation of large-area optoelectronic devices. The article was published in the famous journal Advanced Materials under the title "Ultrafast Electrochemical Synthesis of Defect-Free In2Se3 Flakes for Large-Area Optoelectronics".
Graphic guide

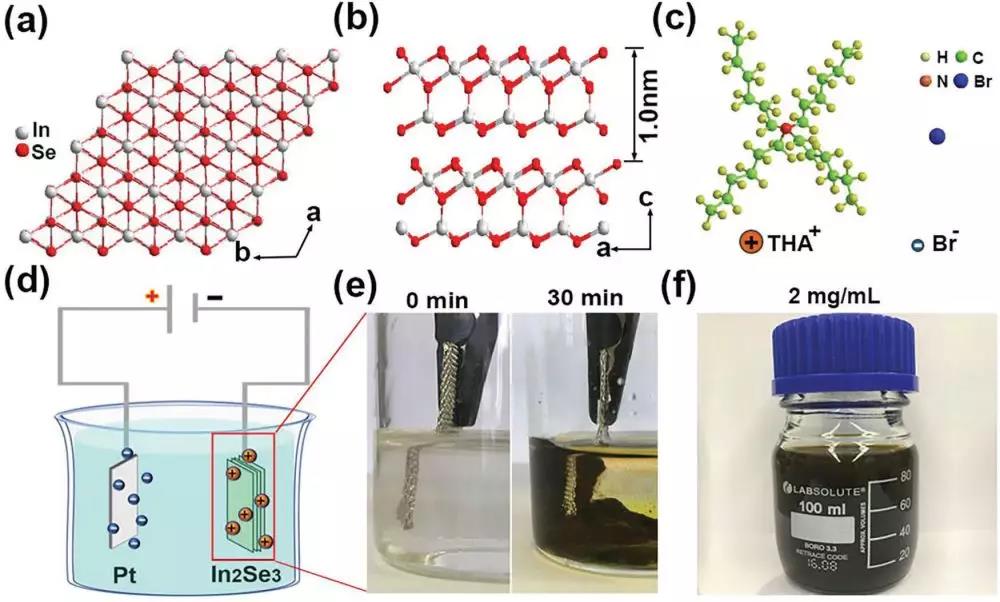
Figure 1. Schematic diagram of In2Se3 electrochemical peeling. (A, b) Top view and side view of atomic structure of layered In2Se3 crystal. (C) Chemical structure of intercalation agent (THA +). (D) Schematic diagram of electrochemical layering of In2Se3 bulk material. (E) Photographs of In2Se3 crystals wrapped with Pt net at the beginning and 30 minutes after THA + intercalation. (F) Photograph of the exfoliated In2Se3 nanosheets dispersed in DMF.
In2Se3 is a layered material combined by weak Van der Waals forces. Its layer spacing is 0.98 nm, which is much larger than many other layered compounds (Figure 1a and b). Therefore, it can be intercalated by organic electrolyte ion THA + electrochemical cathode intercalation. Defect-free, liquid-phase stripping of In2Se3 nanosheets that can be solutionized. The electrochemical intercalation process was performed in a two-electrode system, in which platinum foil and In2Se3 blocks were placed as anode and cathode, respectively (Figure 1d), and the electrodes were placed in parallel at a fixed distance of 2 cm. In order to explore the effects of intercalating cations, various types of tetraalkylammonium bromide (hereinafter referred to as TAA +, alkyl = methyl, ethyl, propyl, butyl, pentyl, hexyl, heptyl to octyl ) Dissolved in DMF (0.1 m) and used as electrolyte (Figure 1c). Among them, the THA + cation with a hexyl group can well match the interlayer distance (0.98 nm) of In2Se3 due to its diameter (1 nm), showing the highest peeling efficiency. In the process of peeling, In2Se3 crystals can be observed to be extremely fast and have obvious volume expansion, which can be completed in 30 minutes, and the peeling efficiency reaches 83%, which is faster than any other reported methods. Polar aprotic solvents including DMF, DMSO, PC, NMP, and acetonitrile are commonly used in this method. Most TAA + salts are soluble in these solvents, and the electrolyte has a surface tension similar to In2Se3, thereby stabilizing them and preventing them from being re-used. Reunion.

Figure 2. (a) Linear scanning voltammetry curve of In2Se3 working electrode with Pt counter electrode and Ag wire reference electrode. The concentration of THA + in DMF is 0.1 m, and the scan rate at 25 ° C is -50 μV s-1 . (B) X-ray diffraction patterns of In2Se3 at different stages of electrochemical activation. (C) After different intercalation times, the structure of the In2Se3 cathode is deformed. (D) Structural model of intercalation and interlayer spacing change at different stages.
Linear scanning voltammetry (LSV, Figure 2a) is used to understand the mechanism of the intercalation process by changing the cathode current. This process can be divided into three different phases: from 0 to -0.37 V (I-II), the current remains constant, and no volume expansion is observed from the optical image, XRD (Figure 2b) and SEM image (Figure 2c), At such low voltages, it is difficult for THA + to intercalate into the material. From -0.37 to -0.76 V (II-III), due to the slight expansion of In2Se3, the cathode current decreases at more negative voltages. XRD clearly shows that from the initial In2Se3 (9.8Å) to the intercalation compound (22.3Å ) The layer spacing is increased. When the voltage is lower than -0.76 V (III-VI), the cathode current decreases sharply, indicating that the interlayer distance of the In2Se3 crystal is further increased. Ex-situ SEM images show the morphology of the In2Se3 electrode as a function of voltage, from stacked layered structures (III) to accordion-like structures (IV), and rough, wrinkled structures (V and VI). Based on the experimental results, the mechanism of the electrochemical stripping process (Figure 2d) is proposed as follows:

When a negative voltage is applied to the cathode, a positively charged THA + may be inserted into the In2Se3 crystal to generate (THA +) xIn2Se3x-intercalation compound. Subsequently, THA + ion decomposition disrupted the out-of-plane order of the crystal and further expanded the interlayer distance of In2Se3. When the extended layer spacing is wide enough, the subsequent THA + is further inserted and the weak Van der Waals interaction is overcome, and the layers are finally separated.
Figure 3. Structural characterization of exfoliated In2Se3 flakes. (A) SEM image of In2Se3 flakes obtained by electrochemical intercalation and elemental imaging of a single In2Se3 flake. (B) Typical TEM image of In2Se3 flakes. (C, d) High-resolution TEM images of basal planes and edges. (E) Selected area electron diffraction pattern. (F-h) AFM image. (I) Corresponding height profiles of multiple In2Se3 flakes. (J, k) Statistical thickness and size distribution of peeled In2Se3 flakes.
The morphology of the peeled small layer of In2Se3 was characterized by SEM (Figure 3a), TEM (Figure 3b-e) and AFM (Figure 3f-h). The SEM image shows the wide size distribution of the irregular In2Se3 flakes, whose lateral size is usually greater than 5.0 μm, some can even reach 26 μm. From the histogram of the size distribution of 100 In2Se3 sheets (Figure 3k), it can be seen that the average size is 8.6 μm, which is attributed to the gentle intercalation process. Elemental imaging of a single In2Se3 sheet showed a uniform distribution of In and Se atoms (Figure 3a). The TEM image (Figure 3b) confirms that the In2Se3 nanosheets are thin and soft. In addition, the hexagonal diffraction pattern indicates that it has a single crystal structure with lattice constants of 0.96 and 0.35 nm, corresponding to d (009) and d ( 0015) interplanar spacing (Figure 3e), HRTEM also proved that it has a defect-free orthogonal symmetrical lattice structure. The average thickness of the In2Se3 sheet is 4.0 nm, which corresponds to three layers (Figure 3f-j). The thickness can be further determined by the number of layers at the boundary (Figure 3d).

Figure 4. (a) Photographs of SiO2 / Si and In2Se3 films on SiO2 / Si (left). Top-down and cross-sectional SEM images of In2Se3 films deposited on the substrate (right). (B) A schematic diagram of a photodetector based on an In2Se3 thin film. (C) I-V curve of In2Se3 photodetector under ON and OFF light. (D) Response time of thin film devices. (E) The spectral response of the solution-treated In2Se3 thin film device. (F) The light response of large-area In2Se3 optics under the overall irradiation of 530 nm lasers with different powers.
The exfoliated In2Se3 flakes have excellent solution-handling properties. With ultrasonic treatment, they can be easily dispersed in various solvents including polar aprotic and protic solvents. The stable and high-concentration dispersion (2 mg mL-1 in DMF) can be used to prepare large-area films by vacuum filtration. These films can also be transferred to any substrate to meet the requirements of preparing different optoelectronic devices (Figure 4a). The cross-sectional SEM image shows that there is no dangling bond contact between the peeled In2Se3 flakes, thereby achieving effective charge transfer between the individual nanosheets. A back-gate In2Se3 thin-film photodetector was fabricated on a 90 nm-thick SiO2 / Si substrate with a channel length / width of 400/20 μm (Figure 4b). Figure 4c shows the I-V curve of the In2Se3 film measured under dark and light conditions. Compared with the curve under dark conditions, the photocurrent under the light conditions increases sharply. The rise and fall times of the photocurrent response of the thin-film device are 41 and 39 ms, respectively, exceeding the previously reported thin-film photodetectors (Figure 4d). In2Se3 thin film devices have a broader spectral response in the visible light region. Because of higher absorbance than other wavelengths (405 and 730 nm), the photocurrent under 530 nm irradiation shows the highest response (Figure 4e). Under periodic illumination (15 s) and a fixed bias voltage of 5 V, the output current of the device as a function of time shows a repeatable and stable light response to different powers, from the "off" state to the "on" state current The resulting responsivity is higher than 1 mA W-1 (Figure 4f). In2Se3 nanosheets with excellent photoelectric performance can be further used to manufacture large-area wide-spectrum photonic devices at low cost.
Summary and outlook
This paper develops an effective electrochemical stripping method in a non-aqueous medium. High-yield (83%) production of defect-free In2Se3 flakes is achieved through electrochemical intercalation of TBA + ions, and it remains stable in various concentrations of solvents Ground dispersion ability. The stripped In2Se3 nanosheets show extraordinary structural integrity, large lateral size and good photoelectric performance, laying the foundation for the controllable preparation of large-area In2Se3 thin-film photodetectors and the development of future optoelectronic devices.
Literature information
Ultrafast Electrochemical Synthesis of Defect-Free In2Se3Flakes for Large-Area Optoelectronics (Adv. Mater., 2020, DOI: 10.1002 / adma.201907244)
Literature link: https://doi.org/10.1002/adma.201907244

| Reminder: Beijing Beike New Material Technology Co., Ltd. supplies products only for scientific research, not for humans |
| All rights reserved © 2019 beijing beike new material Technology Co., Ltd 京ICP备16054715-2号 |
